
Système thermique à convection verticale MSTX-600
 Le système thermique à convection verticale MSTX-600 est spécialement conçu pour
Le système thermique à convection verticale MSTX-600 est spécialement conçu pour
le processus de cuisson et pour résoudre le
goulot d’étranglement dans le processus opérationnel. Ce
système de durcissement automatique se compose de
sept parties : dispositif d’entrée de PCB (palette),
dispositif de levage, dispositif de transition, dispositif de sortie de PCB
, dispositif de chauffage, dispositif de réglage de la largeur
et système de commande.
Le système de commande est un
PLC développé en interne, le moteur d’entraînement est un moteur pas à pas.
et servomoteur d’une marque connue. L’interface conviviale de l’écran tactile rend l’ensemble du système précis, facile à utiliser, fiable, le processus de durcissement continu et le temps de durcissement réglable, ce qui en fait le meilleur choix pour le processus de durcissement.
Caractéristiques
Dimensions du circuit imprimé : 600 x 600 mm (L*l)
< 0 >• Convoyeur : fond et retour
• Distance entre les fentes : 50 mm
• Nombre d’emplacements : 32 cages à l’avant, 32 cages à l’arrière
• Poids : plus de 6 kg par couche
• Zones : 3 zones de température et 5 capteurs
• Contrôle du chauffage :
» Sondes de contrôle de la température (thermocouple)
» La vitesse de chauffage peut être réglée
• Capteur photoélectrique : détection de la position du circuit imprimé
• Capteur à fibre optique : détection de la position du circuit imprimé
• Détection de la limite de course de la fibre
• Dispositif de réglage de la largeur : le rail mobile
se déplace pour régler la largeur
• Sécurité : mesures de sécurité CE et dispositifs de protection
Appareils
Système Processus de travail
Lorsque l’appareil est en fonctionnement, la chaleur
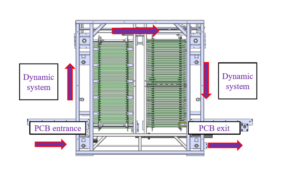 L’air est acheminé en continu dans la chambre.
L’air est acheminé en continu dans la chambre.
Une fois que la température a atteint la valeur réglée,
le produit (palette) est placé dans la couche de plaques sur le
le produit (palette) est placé dans la couche de plaques sur le côté, le dispositif de levage
couche vers le haut jusqu’à ce qu’elle atteigne la couche de transition. Le
dispositif de transfert envoie le produit vers le
côté de la sortie, puis le dispositif de levage
déplace le produit couche par couche vers le bas
et l’envoie vers le niveau de sortie. Le dispositif de sortie envoie les
produits hors du four ; le cycle de travail
se poursuit pour terminer le processus.
Caractéristiques du système thermique à convection verticale MSTX-600
APPAREIL DE CHAUFFAGE

Le moteur entraîne l’éolienne dans la boîte de chauffage pour fournir de la chaleur à l’intérieur du poêle. L’air chaud passe par les canaux d’air situés de part et d’autre de l’appareil et entre dans la chambre à travers la tôle de la grille, où il forme le tourbillon du flux d’air qui est aspiré dans la sortie externe et forme finalement un flux de circulation dans la chambre.
CONTRÔLE DU DISPOSITIF D’ENTRÉE DES CIRCUITS IMPRIMÉS

La vitesse du moteur pas à pas est commandée par l’API principal. Un capteur photoélectrique commande le dispositif de démarrage pour le centrage du circuit imprimé. Un capteur de limite photoélectrique détecte si la position du circuit imprimé inséré est correcte. Dans le cas contraire, le fonctionnement de l’installation est interrompu. Un capteur à fibre optique, installé dans la chambre, est utilisé pour déterminer si le circuit imprimé est en place ou non.
COMMANDE DU DISPOSITIF DE LEVAGE

L’entraînement des composants du mécanisme de levage est assuré par un servomoteur relié au contrôleur principal (PLC). Selon le programme préétabli, la vitesse de déplacement et le positionnement de l’arceau dans la chambre sont contrôlés. La fibre qui détecte la limite de course est installée à l’extrémité inférieure de la sortie. Si la couche de sortie descend au-delà de la limite de détection, le fonctionnement est interrompu.
APPAREIL DE SORTIE DE CIRCUIT IMPRIMÉ

Deux chaînes parallèles sont installées à la sortie latérale et un dispositif de pression est fixé aux deux chaînes. La chaîne est entraînée par le pignon installé. Un moteur pas à pas est installé sous la sortie pour entraîner les deux pignons et transporter le produit des couches de sortie vers le dispositif de raccordement à l’extérieur de la chambre. L’entraînement de la sortie est assuré par un moteur pas à pas dont la vitesse est commandée par un API.
Autres méthodes de durcissement ->


