
Sistema termico a convezione verticale MSTX-600
 Il sistema termico a convezione verticale MSTX-600 è stato appositamente progettato in base al
Il sistema termico a convezione verticale MSTX-600 è stato appositamente progettato in base al
processo di back-end e per risolvere il
colli di bottiglia nel processo operativo. Questo
sistema di polimerizzazione automatico è composto da
sette parti: dispositivo di ingresso PCB (pallet),
dispositivo di sollevamento, dispositivo di transizione, dispositivo di uscita PCB
, dispositivo di riscaldamento, dispositivo di regolazione della larghezza
e sistema di controllo.
Il sistema di controllo è un PLC sviluppato internamente,
il motore di azionamento è un motore passo-passo.
e servomotore di una marca nota. L’interfaccia touch screen amichevole rende l’intero sistemaSistema preciso, facile da usare, prestazioni affidabili, processo di polimerizzazione continuo e tempo di polimerizzazione regolabile, rendendolo la scelta migliore per il processo di polimerizzazione.
Proprietà
Dimensioni PCB: 600×600 mm (L*P)
< 0 >• Trasportatore: fondo e ritorno
• Distanza tra le fessure: 50 mm
• Numero di slot: 32 gabbie anteriori, 32 gabbie posteriori
• Peso: più di 6 kg per strato
• Zone: 3 zone di temperatura e 5 sensori
• Controllo del riscaldamento:
» Sonde di monitoraggio della temperatura (termocoppia)
» La velocità di riscaldamento può essere regolata
• Sensore fotoelettrico: rilevamento della posizione del circuito stampato
• Sensore a fibra ottica: rilevamento della posizione del circuito stampato
• Rilevamento del limite di corsa della fibra
• Dispositivo per la regolazione della larghezza: la guida mobile
si sposta per regolare la larghezza
• Sicurezza: misure di sicurezza CE e dispositivi di protezione
Dispositivi
Flusso di lavoro del sistema
Quando l’apparecchio è in funzione, l’acqua calda è
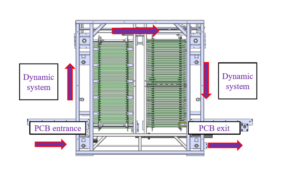 L’aria viene convogliata continuamente nella camera.
L’aria viene convogliata continuamente nella camera.
Una volta raggiunta la temperatura impostata,
il prodotto (pallet) viene inserito nello strato di piastre sul
il prodotto (pallet) viene inserito nello strato di piastre sul lato, il dispositivo di sollevamento
lo strato verso l’alto fino a raggiungere lo strato di transizione. Il
dispositivo di transizione invia il prodotto al
lato dell’uscita, quindi il dispositivo di sollevamento sposta
il prodotto strato per strato verso il basso
e lo invia al piano di uscita. Il dispositivo di uscita invia
i prodotti fuori dal forno; il ciclo di lavoro
continua per completare il processo.
Caratteristiche del sistema termico a convezione verticale MSTX-600
DISPOSITIVO DI RISCALDAMENTO

Il motore aziona la ruota del vento nella scatola di riscaldamento per fornire calore all’interno della stufa. L’aria calda passa attraverso i condotti dell’aria su entrambi i lati dell’apparecchio ed entra nella camera attraverso la piastra della griglia, dove forma il vortice del flusso d’aria, che viene aspirato nell’uscita esterna e infine forma un flusso di circolazione nella camera.
CONTROLLO DELL’ALIMENTATORE DI CIRCUITI STAMPATI

La velocità del motore passo-passo è controllata dal PLC principale. Un sensore fotoelettrico controlla il dispositivo di avviamento per il centraggio del PCB. Un sensore fotoelettrico di valore limite riconosce se la posizione del PCB inserito è corretta. In caso contrario, il funzionamento del sistema viene interrotto. Un sensore a fibra ottica installato nella camera viene utilizzato per determinare se il PCB è in posizione o meno.
CONTROLLO DEL DISPOSITIVO DI SOLLEVAMENTO

I componenti del meccanismo di sollevamento sono azionati da un servomotore collegato al controllore principale (PLC). La velocità di movimento e il posizionamento della gruccia nella camera sono controllati in base al programma preimpostato. La fibra per il rilevamento del limite di corsa è installata all’estremità inferiore dell’uscita. Se il livello di uscita scende oltre il limite di rilevamento, il funzionamento viene interrotto.
DISPOSITIVO DI USCITA DEL CIRCUITO STAMPATO

All’uscita laterale sono installate due catene parallele e un dispositivo di pressione è collegato a entrambe le catene. La catena è azionata dal pignone installato. Sotto l’uscita è installato un motore passo-passo che aziona le due ruote a catena e trasporta il prodotto dagli strati di uscita al dispositivo di collegamento all’esterno della camera. L’uscita è pilotata da un motore passo-passo la cui velocità è controllata da un PLC.
Altri metodi di indurimento ->


